

 15803743337
15803743337



































新聞中心
News Center
在固液分離領域,高壓壓濾技術始終是處理高濃度、高粘度物料的核心手段。傳統方形壓濾機受限于結構強度,工作壓力長期徘徊在1.0-1.6MPa區間。圓形壓濾結構的出現,通過幾何力學重構將工作壓力提升至新高度。國內過濾設備制造商通過十余年迭代,推動該機型在極端工況下的產業化應用。
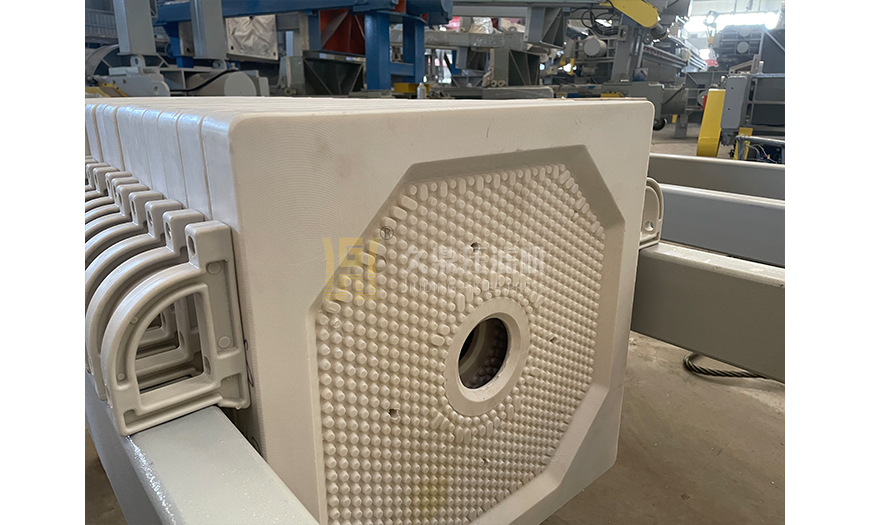
一、結構創新原理
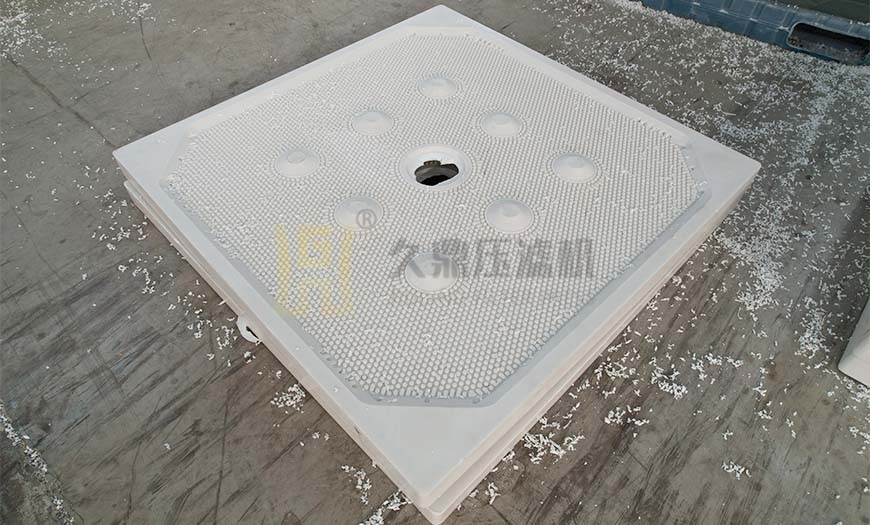
圓形濾板采用整體鑄造或模壓成型,消除方形結構的尖角應力集中點。力學驗證表明,在同等壓力條件下最大等效應力降低約42%,應力分布均勻性提升60%以上,使工作壓力穩定達到2.5-3.2MPa區間。密封系統采用雙道結構設計:主密封環選用耐溫180℃、耐壓3.5MPa的特種合成橡膠;輔助密封唇在受壓時膨脹形成自補償機制,實現泄漏率低于0.01m3/h的工業級密封標準。
二、核心制造工藝
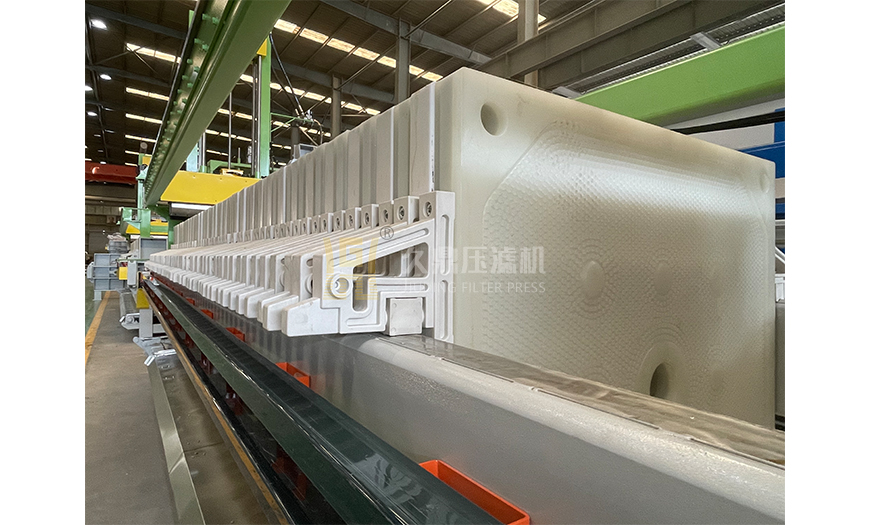
濾板制造融合鑄鐵加強筋預埋定位與改性聚丙烯高壓注塑包覆技術,表面經硬化處理后形成不低于3mm的耐磨層。成品濾板抗彎強度達65MPa,可承受超過8000次壓榨循環。為確保圓形結構精度,設備配置直線度誤差≤0.05mm/m的導向柱系統,濾板同軸度公差控制在±0.1mm范圍內。液壓同步系統壓力偏差維持在1%以下,保障200片濾板組受壓時變形量不超過3mm。
三、高壓工藝控制
針對礦物漿料特性建立梯度升壓模型:初始進料階段維持0.6-1.0MPa防止濾布堵塞;主壓榨段提升至2.0-2.5MPa持續90-120分鐘;最終保壓脫水階段達到2.8-3.2MPa維持30分鐘。該壓力曲線使金精礦濾餅含水率降至8.7%,分離效率提升40%。壓榨末期注入0.7MPa壓縮空氣形成微通道,配合真空抽吸系統可額外降低含水率3-5個百分點,鈦白粉水洗工段應用證明此技術可減少烘干能耗65%。
四、極端工況驗證
在氧化鋁赤泥處理中,設備持續處理95-100℃高溫堿液(NaOH濃度240g/L),采用鎳基合金濾板實現12個月無腐蝕泄漏運行。對于莫氏硬度9.2級的碳化硅微粉分離(粒徑D50=3.5μm),通過優化濾布選型使使用壽命達1100小時,濾餅自動脫落率保持在98%以上。
五、智能運維體系
設備配置光纖光柵傳感器實時監測濾板應變狀態,結合密封腔壓力波動與主油缸位移數據構建故障預警模型。運維數據統計顯示,密封失效預測占故障預警總量的38%,濾板疲勞預警占29%,液壓系統診斷占22%,電氣故障預判占11%。某銅礦應用表明該體系縮短維修響應時間70%。
技術演進方向
當前碳纖維增強濾板已進入試驗階段,在減輕55%重量的前提下保持同等結構強度。4.0MPa級液壓系統完成萬次壓力循環測試,為超高壓工況儲備技術基礎。基于物料流變特性的實時壓力調節算法正在開發中,將實現分離過程的自適應控制。
工程價值定位
這類設備已超越傳統分離機械范疇:在礦物加工中成為替代干燥工序的節能節點;在化工領域構成高危介質處理的安全屏障;在資源回收環節提升有價組分提取率。其技術演進始終圍繞極端工況下的固液分離邊界突破,這種對物理極限的持續探索,構成了裝備制造領域的技術攻堅樣本。










