

 15803743337
15803743337



































新聞中心
News Center
在礦產精煉、化工合成、生物制藥等工業領域,高效、穩定地實現固液分離是保障生產連續性與產品質量的核心是保障生產連續性與產品質量的核心環節。傳統壓濾設備在自動化程度、處理效率及操作強度上的局限,日益成為流程優化的瓶頸。雙缸程控自動拉板壓濾機的出現,標志著這一關鍵工藝環節向更高水平的自動化、智能化與可靠性邁出了堅實一步。
核心突破:雙缸協同驅動與精密程控
該設備的核心創新在于其雙液壓缸同步驅動系統與全自動程序控制的深度集成,徹底革新了濾板的開合與拉板動作模式。
雙缸同步驅動結構:
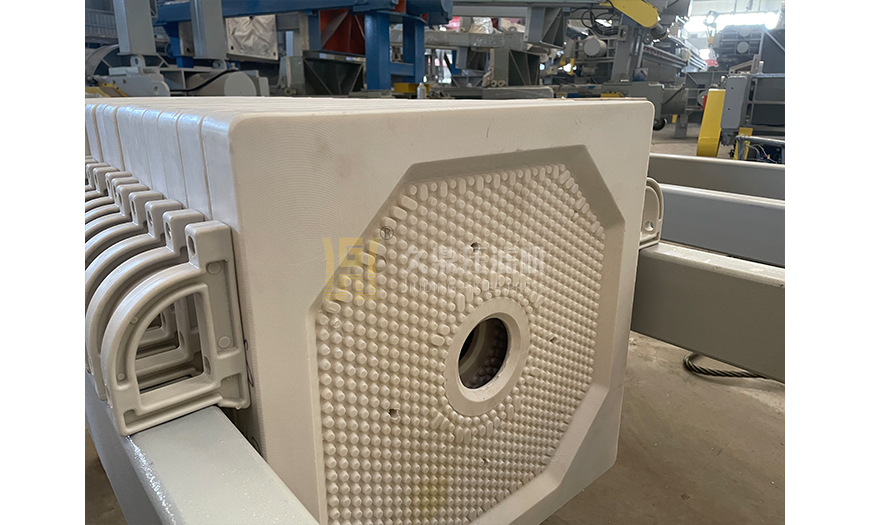
動力倍增與均衡施壓: 摒棄傳統單缸設計,采用兩個大直徑、高精度液壓缸對稱布置于壓緊板兩側。通過精密的液壓同步回路控制,雙缸在濾板壓緊階段能產生遠超單缸的、穩定均衡的閉合力(通常可達0.7MPa甚至更高),確保整個濾板組受力均勻,有效防止偏壓導致的濾板變形、噴漿或密封失效,顯著提升設備承壓極限和密封可靠性,尤其適應高壓榨工藝需求。
高效開合與穩定拉板: 在卸料階段,雙缸協同動作卸料階段,雙缸協同動作,驅動壓緊板快速、平穩地后退,為后續拉板機構創造充足空間。其強大的驅動力和穩定性,為后續自動拉板動作提供了堅實基礎。
智能程控拉板系統:
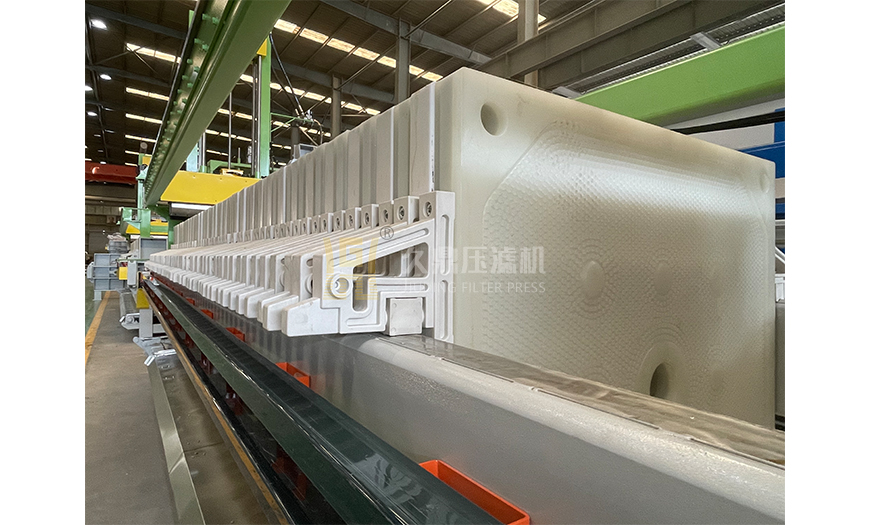
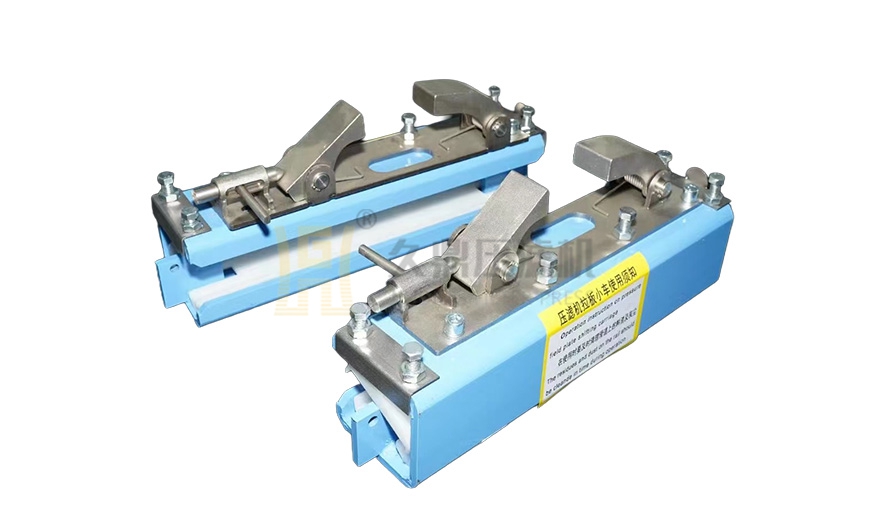
精準定位與柔性控制: 設備核心是位于上方的全自動拉板機構。它由伺服電機或高精度步進電機驅動,通過精密的傳動鏈條或同步帶,帶動拉板器(機械手)沿預設軌道運行。控制系統(通常采用工業級PLC)內置先進算法,結合高分辨率位置傳感器(如光電編碼器、接近開關),實現對拉板器移動速度、加速度以及抓速度、加速度以及抓取/釋放濾板位置的毫米級精確控制。
自適應運行策略: 系統能智能識別濾板位置狀態,自動規劃最優拉板路徑。拉板器依次抓取、拉開每一塊濾板,動作流暢、節奏可控。特別設計的防撞緩沖機制和過載保護功能,確保即使在濾餅粘連等異常情況下,也能避免設備硬性沖擊,保護濾板及拉板機構,大幅降低故障率。
性能優勢:效率、可靠與人機協作
效率躍升:
循環周期顯著縮短: 雙缸強大的開合力與快速的響應速度,結合程控拉板的高速、精準、連續動作,將傳統設備冗長的卸料、拉板、合板時間壓縮至最低。整個開板→拉板→卸餅→合板→壓緊的循環過程實現全自動無縫銜接,設備有效工作時間占比大幅提高。
無人值守連續運行: 高度自動化使其能輕松融入24小時連續生產線,尤其在大型選礦廠、大規模化工生產中,其不間斷處理能力價值巨大。
可靠性保障:
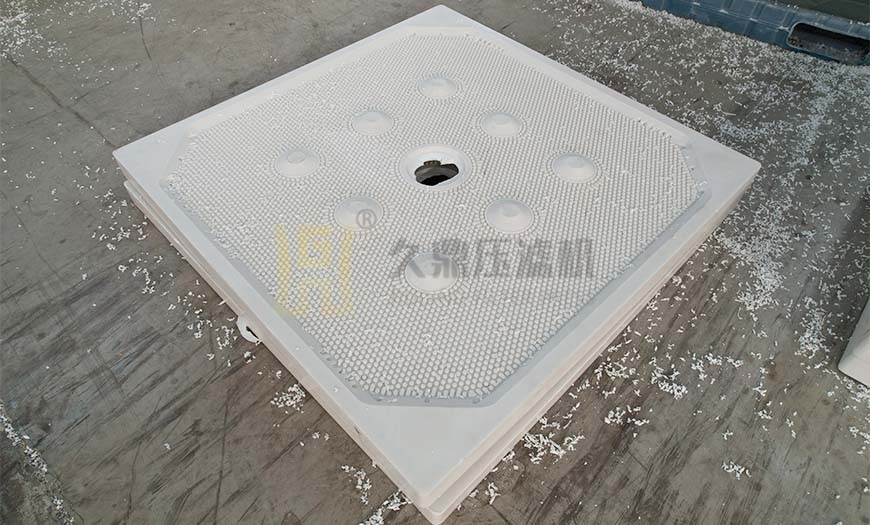
結構堅固耐用: 雙缸設計分散了應力,關鍵受力部件(機架、油缸座、拉板軌道)均采用重型鋼結構并經過有限元分析優化,具備極高的剛性和抗疲勞性能。
智能監控與保護: PLC系統實時監控油壓、油溫、濾板位置、拉板力矩、電機電流等關鍵參數。一旦檢測到壓力異常、濾板錯位、拉板受阻或過載等狀況,立即觸發聲光報警并執行預設的安全停機或保護動作(如自動泄壓、停止拉板),有效預防重大設備事故。
人機協作優化:
操作簡化與安全性: 繁重、危險的濾板開合、拉板及卸料工作完全由設備自動完成,操作人員僅需通過人機界面(HMI)觸摸屏進行啟停、參數設定(如保壓時間、拉板速度)和狀態監控,徹底遠離高壓、潮濕、粉塵或化學品的直接接觸區域,勞動強度與安全風險斷崖式下降。
維護便捷性: 模塊化設計的拉板機構、標準化液壓元件以及完善的故障自診斷功能,使得日常點檢、維護保養和故障排查更為便捷高效。
應用價值:驅動工業過濾升級
雙缸程控自動拉板壓濾機并非簡單的設備迭代,它代表著固液分離技術向精密化、智能化、高效化發展的必然趨勢。其價值體現在:
提升生產效能: 通過壓縮非過濾時間,顯著提高單臺設備處理量,降低單位處理成本。
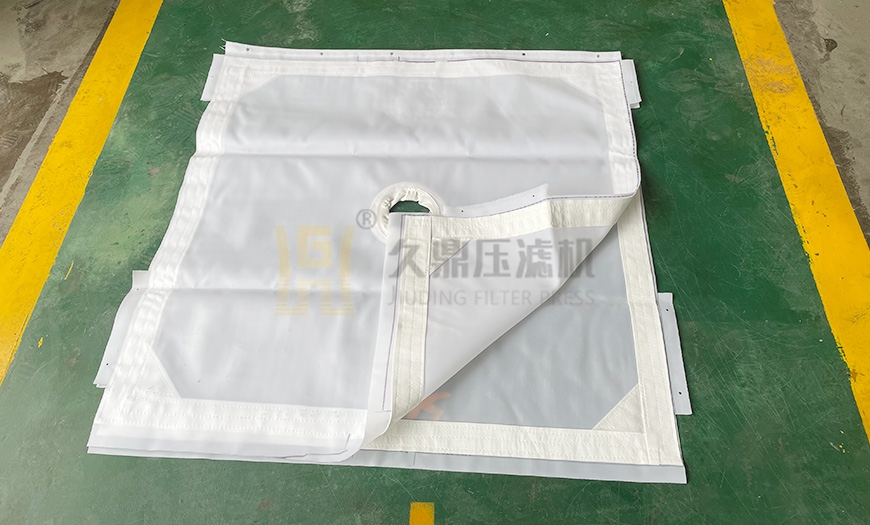
保障品質穩定: 均勻的壓緊力與可靠的密封性,確保濾餅含水率更低、更均勻,提升產品品質或降低后續干燥能耗。
實現本質安全: 自動化作業從根本上消除人工操作風險,符合現代工業安全生產的嚴格要求。
降低綜合成本: 減少人工依賴、降低維護頻率與難度、延長設備壽命,帶來顯著的全生命周期成本優勢。










