

 15803743337
15803743337



































新聞中心
News Center
禹州板框壓濾機在印染污泥處理中的應用與技術進展
——以河南久鼎壓濾機有限公司技術實踐為例
印染行業(yè)作為高耗水、高污染產(chǎn)業(yè),其廢水處理后的污泥因成分復雜、含水率高、黏性大等特點,成為環(huán)保治理的難點。板框壓濾機作為一種成熟的固液分離設備,憑借其高過濾效率、適用性廣等優(yōu)勢,在印染污泥深度脫水中得到廣泛應用。本文將從技術原理、應用現(xiàn)狀、工藝優(yōu)化及發(fā)展趨勢等方面,結合實際案例,探討板框壓濾機在印染污泥處理中的關鍵作用。
一、板框壓濾機的技術原理與結構特點
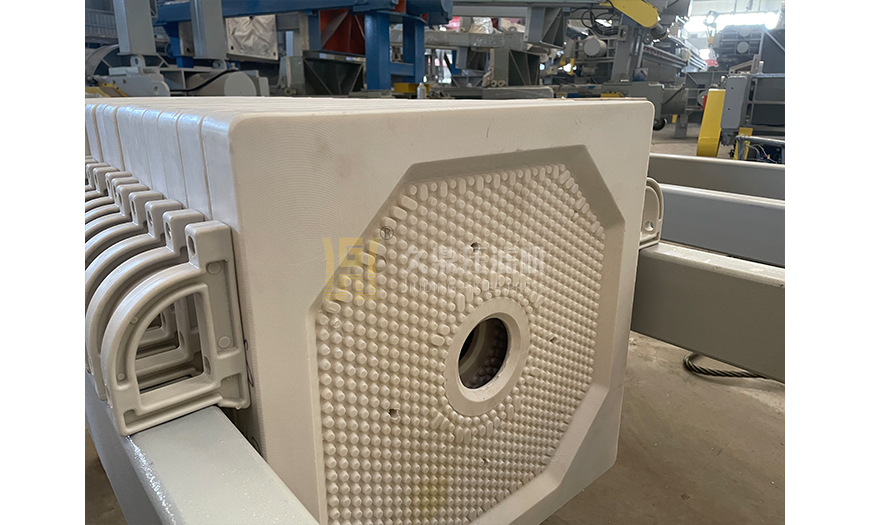
板框壓濾機主要由濾板、濾框、液壓系統(tǒng)和控制系統(tǒng)組成。其工作原理為:污泥通過高壓泵進入濾室,在濾布兩側形成的壓力差下,水分透過濾布排出,固體顆粒被截留形成泥餅。印染污泥因其高有機物含量和膠體特性,傳統(tǒng)脫水設備難以達到理想的含固率,而板框壓濾機通過以下技術優(yōu)化實現(xiàn)高效脫水:
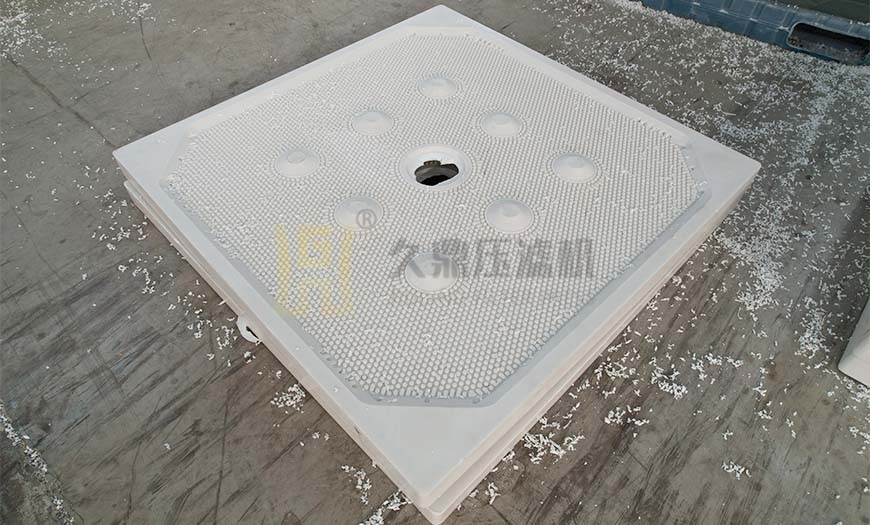
高壓擠壓技術:通過液壓系統(tǒng)對濾板施加閉合壓力(通常為10–20 MPa),增強泥餅密實度,降低含水率 。
隔膜板創(chuàng)新:隔膜板框壓濾機在普通板框基礎上增設彈性隔膜,濾餅形成后通過隔膜膨脹二次擠壓,可將泥餅干度提升至40%以上,縮短脫水周期約30% 。
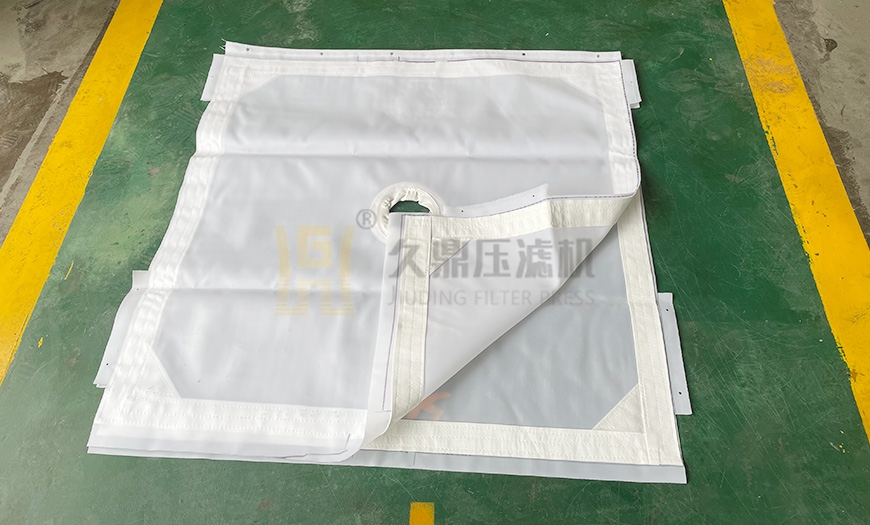
濾布選型優(yōu)化:針對印染污泥的黏附性,采用聚丙烯(PP)或改性聚酯濾布,結合表面涂層技術,減少濾布堵塞并延長使用壽命 。
二、印染污泥處理中的工藝適配與難點
印染污泥成分復雜,含有染料、助劑、纖維雜質(zhì)等,直接脫水效率低,需結合預處理與設備優(yōu)化:
1. 污泥調(diào)理強化脫水性能
印染污泥因膠體穩(wěn)定性高,需通過化學調(diào)理破壞其結構。常見方法包括:
藥劑調(diào)理:投加聚合氯化鋁(PAC)、聚丙烯酰胺(PAM)等絮凝劑,改善污泥絮體結構,降低比阻。研究表明,復合調(diào)理(如PAM聯(lián)合鐵鹽)可將污泥比阻從1×10^13 m/kg降至5×10^12 m/kg 。
氧化預處理:采用Fenton試劑、臭氧氧化等技術分解有機物,釋放結合水,提升脫水效率 。
2. 工藝參數(shù)優(yōu)化
進料壓力控制:印染污泥黏度高,需采用漸進式增壓模式,初始壓力設為5–8 bar,逐步提升至12–14 bar,避免濾布堵塞 。
過濾周期調(diào)節(jié):根據(jù)污泥性狀調(diào)整壓榨時間,通常單批次處理周期為2–4小時,含固率目標設定為40–50% 。
3. 自動化與節(jié)能設計
國內(nèi)某專業(yè)設備制造企業(yè)(如河南久鼎壓濾機有限公司)開發(fā)的第三代高壓隔膜板框機,集成PLC控制系統(tǒng),實現(xiàn)進料壓力、濾板閉合、清洗等環(huán)節(jié)的自動調(diào)節(jié),減少人工干預。同時,配套低能耗螺桿泵和余壓回收裝置,使單位污泥處理電耗降至20–25 kW·h/t,較傳統(tǒng)機型節(jié)能15%以上 。
三、實際工程案例與效果分析
以某印染產(chǎn)業(yè)園污泥處理項目為例,原采用離心脫水工藝,泥餅含水率高達78%,運輸成本高且存在二次污染風險。改造后采用高壓隔膜板框壓濾機,配套以下措施:
工藝改進:
增設在線加藥系統(tǒng),將PAM投加點調(diào)整至壓濾機進料泵出口,確保藥劑與污泥充分混合 。
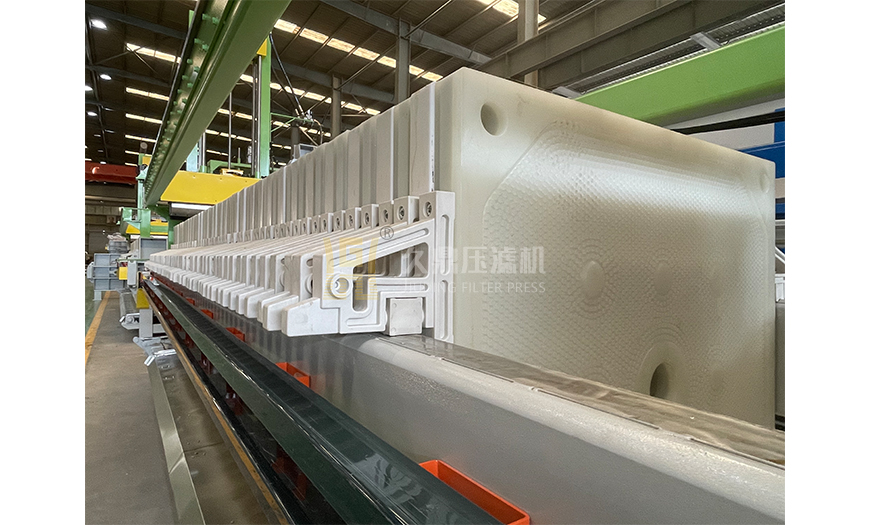
采用雙面過濾濾板,單臺設備過濾面積達300 m2,處理能力提升至50 t/d 。
運行效果:
泥餅平均含固率從24%提升至42%,運輸量減少45%。
濾布反清洗周期延長至30批次,維護成本降低20% 。
四、技術挑戰(zhàn)與發(fā)展趨勢
盡管板框壓濾機在印染污泥處理中表現(xiàn)優(yōu)異,但仍面臨以下挑戰(zhàn):
濾板材質(zhì)升級:現(xiàn)有PP濾板長期受壓易變形,未來可探索碳纖維增強復合材料,提升耐壓性與使用壽命 。
智能化運維:通過物聯(lián)網(wǎng)技術實時監(jiān)測濾布堵塞指數(shù)、泥餅厚度等參數(shù),實現(xiàn)故障預警與自適應調(diào)節(jié)。
低碳化設計:推廣余熱回收技術,利用壓濾機運行時產(chǎn)生的熱能對污泥進行預干燥,進一步降低含水率 。










